Ботик Петра I "Св. Николай" Авторский проект строительства полномасштабной Реплики исторического судна
|
<< назад в каталог
ОСНОВЫ ТЕХНОЛОГИИ ПОСТРОЙКИ МАЛЫХ СУДОВ
Иллюстрации доступны по ссылкам: Рис.1 | Рис.2 | Рис.3 | Рис.4 | Рис.5 | Рис.6 | Рис.8
А.И.Павлов, КиЯ №1
Проектирование и постройка своими силами даже небольшого судна занимают весьма продолжительное время — от нескольких месяцев до года и даже более — в зависимости от наличия свободного времени, материала, рабочего места, инструмента и пр.
Рабочее место.
Прежде чем приступить к постройке судна, необходимо продумать во всех деталях вопрос о выборе и подготовке рабочего места, подготовить его и запастись необходимым инструментом. В качестве рабочего места лучше всего использовать сарай, который должен иметь хорошее естественное освещение, вентиляцию и ровный деревянный или плотный земляной пол, но можно воспользоваться и простым навесом. Жителям городов гораздо труднее подыскать помещение для сборки корпуса и достройки судна, поскольку необходимая для этой цели минимальная площадь должна иметь длину L + 1 м и ширину В + 2 м (где L — длина, В — ширина судна). Необходимо также предусмотреть возможность удобной транспортировки готового судна из помещения.
Следует полагать, что при коллективной пост-ройке судна необходимое помещение может быть найдено с помощью общественных организаций и руководства предприятия. Инструмент. Для постройки судна достаточно иметь комплект обычного столярного инструмента: топор*, поперечную (ножовка) и лучковую пилы, шерхебель, рубанок, фуганок, горбатый рубанок, несколько плоских стамесок шириной 10—40 мм, круглую стамеску, два молотка весом около 0,2 и 0,8 кг, киянку (деревянный молоток), две отвертки для мелких и крупных шурупов, дрель или коловорот с набором сверл и перок, долото, пробойник (бородок), рейсмус, плотничный циркуль, угольник, одно- или двухметровую линейку, рулетку, мелочный угольник, ватерпас, меловую нитку с веском, рашпиль, точило или брусок, трехгранный напильник и разводку для пилы. Необходимо также обзавестись некоторым слесарным и малярным инструментом: зубилом, клещами, плоскогубцами, кистями, шпателем и пр.
* Лучше иметь два топора: один — с широким и тонким лезвием для обработки мягких пород дерева (сосна, ель), другой — с узким толстым лезвием для твердых пород дерева (дуб, лиственница, ясень).
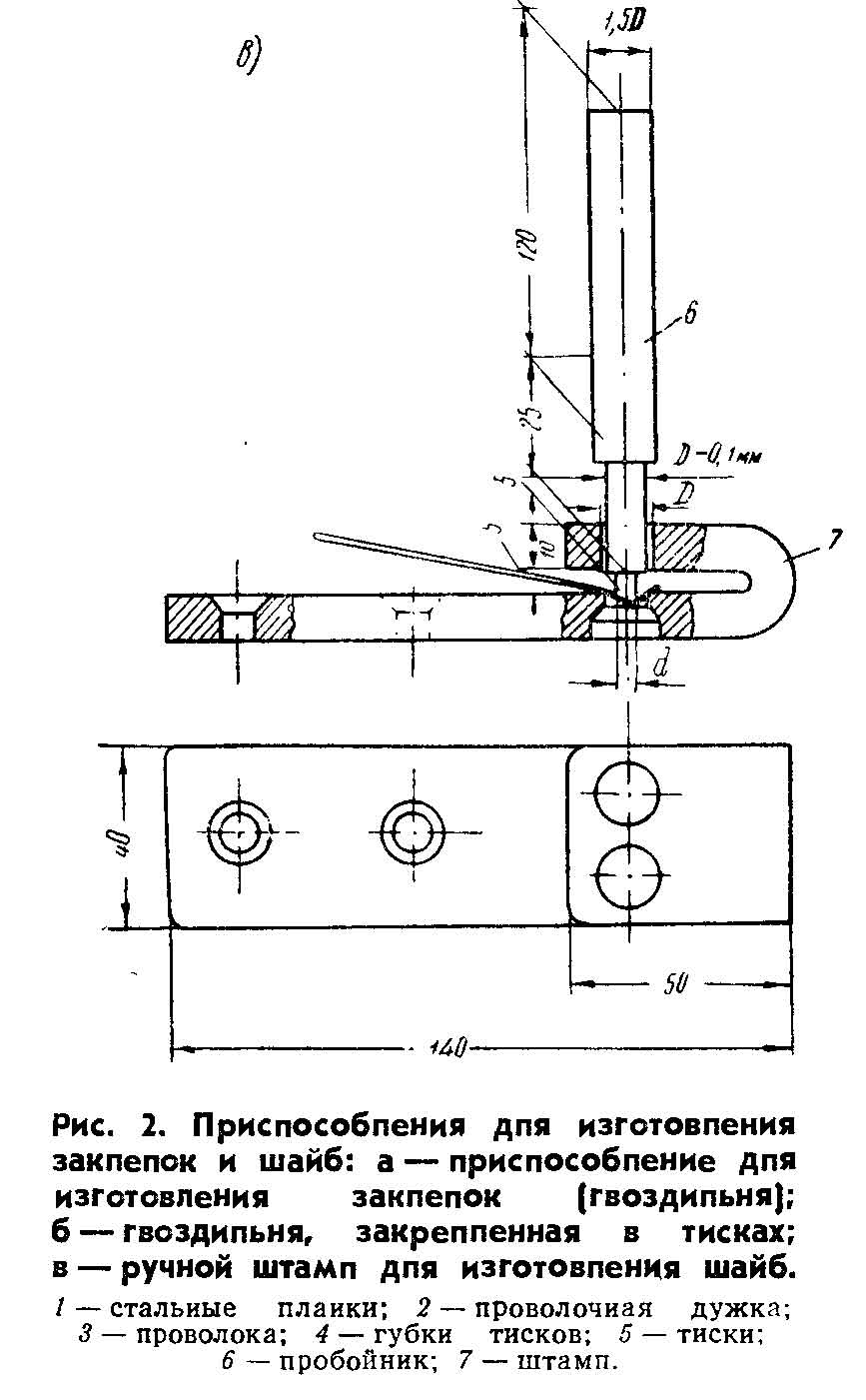
Не следует удивляться большому количеству необходимого для работы инструмента: а' / чем больше инструмента, чем он разнообразнее и лучше по качеству—тем быстрее идет работа. Приспособления. Применение различных приспособлений сокращает сроки и улучшает качество постройки. Все необходимые для работы приспособления каждый может сделать себе самостоятельно. Верстак должен быть на 15—20% длиннее строящегося судна; он сооружается вдоль стены и должен иметь хорошее освещение. Под верстаком можно устроить полки для хранения инструмента и мелких деталей (рис. 1, а). Верстак из одной-двух досок, закрепленных на стойках, показан на рис. 1, б. Для зажимания досок при строгании кромок снизу к верстаку привинчивают деревянные костыли (рис. 1, б) или прикрепляют сверху упоры из планок (рис. 1, в); в обоих случаях доска удерживается с помощью клина. Деревянные тиски (рис. 1, г) удобны для закрепления деталей набора и заготовок для лих при обработке рубанком, рашпилем и пр. Металлические струбцины (рис. 1, д) необходимы для склеивания набора. Струбцины можно заменить жомами или цвинками (рис. 1, е), сделанными из прочной древесины. Приспособление для изготовления заклепок (гвоздильня), изображенное на рис. 2, а, состоит из двух стальных планок, приваренных к дужке из проволоки. Сверловка и зенковка отверстий в планках производятся в соответствии с диаметром проволоки, из которой будут изготовляться заклепки: (0.1 : 0.2) ММ. Нарезанные по размеру куски проволоки вставляют в отверстия, после чего гвоздильню зажимают в тисках (рис. 2, б). Головку заклепки образуют легкими ударами молотка по выступающей части проволоки. Ручной штамп для изготовления шайб может быть изготовлен из полосы толщиной 8—12 мм в соответствии с размерами, заданными на рис. 2, в. При изготовлении шайбы образуется конусность, а кромки внутреннего отверстия получаются рваными; такие шайбы хорошо охватывают заклепку, врезаются в древесину и на них лучше расклепывать головки заклепок. Шланговый уровень, состоящий из двух стеклянных трубок диаметром 6—12 и длиной 250—400 мм, соединенных резиновой трубкой длиной 4—6 м, значительно удобнее ватерпаса; сделать его легко.
Плаз.
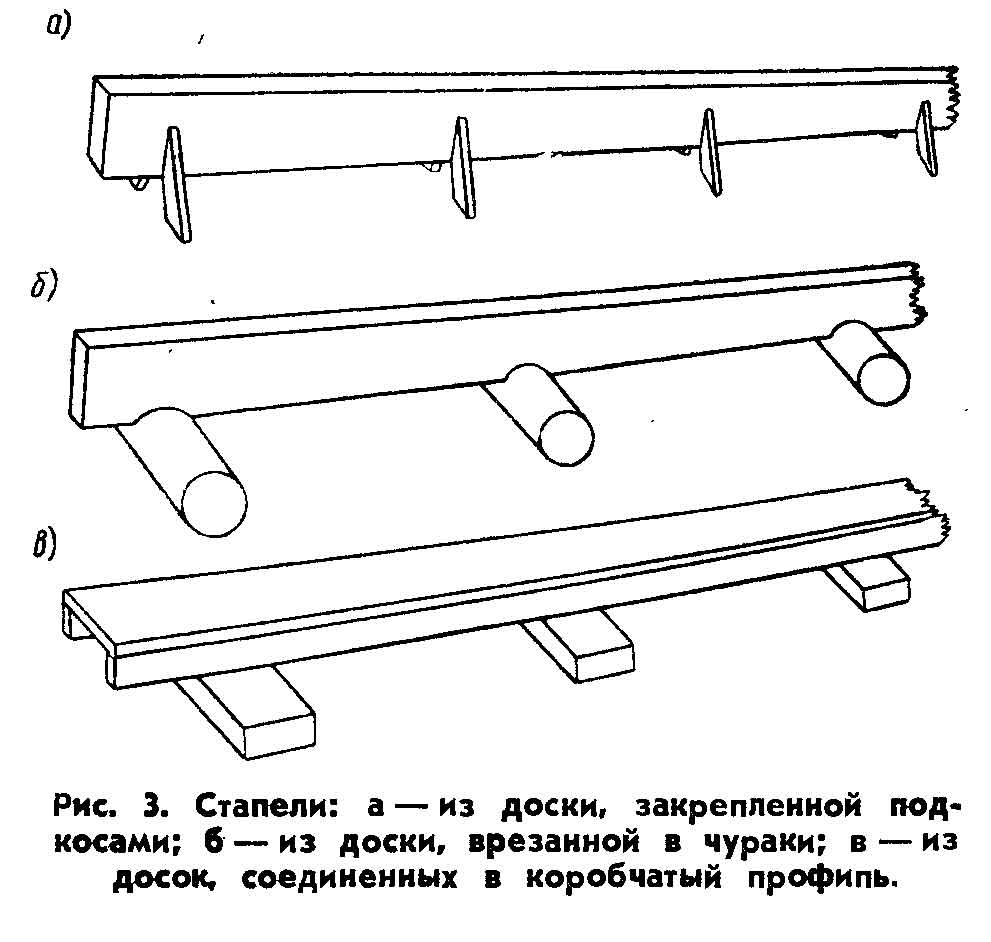
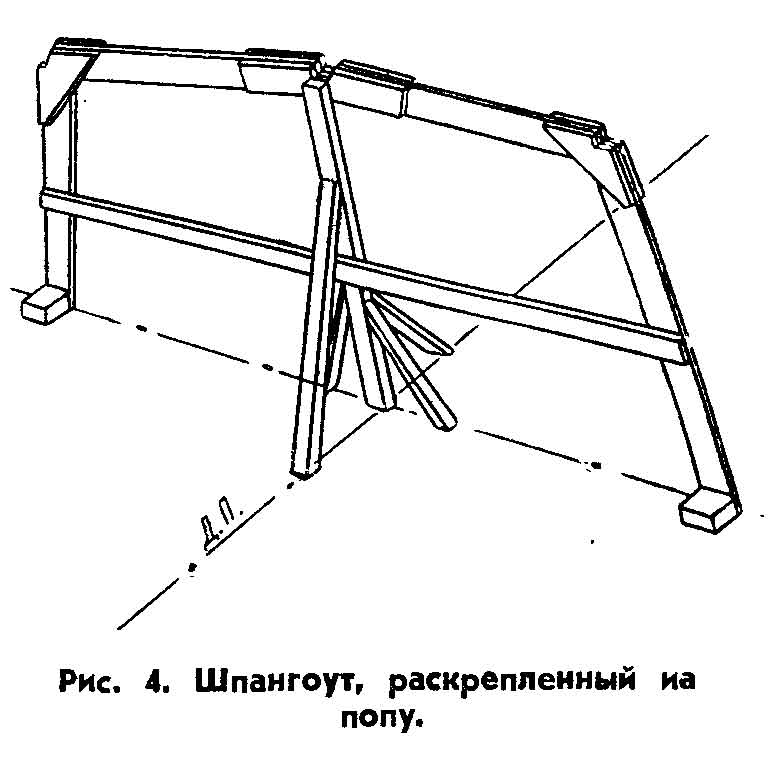
Плаз представляет собой участок ровного пола или специальный щит, на котором в натуральную величину вычерчивают все три проекции теоретического чертежа . Если такое судно уже строилось и таблица ординат уточнена, можно ограничиться разбивкой одной проекции (корпус) и штевней. Иногда для уменьшения размеров плаза проекции бок и полушироту совмещают и масштаб по длине сокращают в 2— 4 раза. В качестве плаза можно использовать светлый паркетный или некрашенный деревянный пол. Чтобы по окончании работ чертеж можно было легко стереть, чертить лучше карандашами средней твердости или мягкими. Во избежание погрешностей в размерах, снимаемых с плаза, линии должны быть тонкими. Щитовой плаз изготовляют из листов фанеры толщиной 3—5 мм или из досок толщиной 12—15 мм, скрепленных с тыльной стороны поперечными рейками. На фанерном щите чертить лучше ост-розаточенными твердыми карандашами. Стапель. Постройку малого судна можно производить как вниз, так и вверх килем. При постройке судна вниз килем корпус собирают на стапеле, состоящем из приподнятой над полом на некоторую высоту и по-ставленной на ребро доски, раскрепленной боковыми подкосами (рис. 3, а). В зависимости от размеров судна доска для стапеля должна иметь толщину 40—60, ширину 180—250 мм и длину, примерно равную длине судна. Верхнюю кромку доски тщательно профуговывают и выверяют по длине и в поперечном направлении. По середине верхней кромки с помощью струны пробивают черту, служащую контрольной линией (ДП) при сборке; можно пробить две параллельные линии, находящиеся одна от другой на расстоянии, большем ширины нижней кромки киля; в этом случае удобнее проверять правильность установки киля на доске стапеля. Чтобы удобнее было устанавливать набор корпуса, верхнюю кромку доски стапеля следует располагать не ниже 400 мм над полом. В связи с этим для упрощения изготовления стапеля доску можно врезать в брусья (рис. 3, б). Стапель может быть сделан из трех тонких досок, склеенных в виде буквы П (рис. 3, в). Над доской стапеля параллельно ему к потолку или стойкам крепят верхний стапельный брус, который служит для раскрепления лекал или шпангоутов. Постройку вверх килем удобнее производить на тщательно выверенном и простроганном полу, на котором непосредственно устанавливают и раскрепляют шпангоуты (рис. 4). В ряде случаев можно обойтись двумя достаточно толстыми и широкими досками, установленными на таком расстоянии одна от другой, чтобы на них можно было расставить и раскрепить шпангоуты, как показано на рис. 4.
Средства соединения деталей набора и обшивки Клеи.
В мелком судостроении находят применение водостойкие (смоляные) клеи: ВИАМ Б-3, КБ-3, КДМ-6, БФ-2, БФ-6, ФР-12—и клеи, неводостойкие или пониженной водостойкости: казеиновый (марки В-105) и казеиново-цементный. Водостойкие клеи применяют при изготовлении деталей набора, для склеивания досок или листов обшивки и настила палубы. Казеиновый и ему подобные клеи применяют для изготовления деталей внутреннего оборудования судна, не подверженных непосредственному воздействию влаги. В крайнем случае, детали набора и обшивки также можно склеивать казеиновым клеем (высшего сорта), но при этом стыки должны быть тщательно покрыты натуральной олифой и водостойкими красителями. В мелком судостроении наибольшее распространение получил клей ВИАМ Б-3, обладающий водо-, масло-, бензо- и кислотостойкостью. Основной составной частью клея является смола ВИАМ Б, представляющая собой вязкую жидкость, имеющую цвет от желтого до красно-коричневого. Фенолоальдегидные смолы, к которым принадлежит и смола ВИАМ Б, называют бакелитовыми. Они необратимы, т. е. при определенных условиях обладают свойством переходить из жидкого и растворимого состояния в твердое и нерастворимое, но об¬ратно в жидкое не переходят. Последовательность изготовления клея такова: в чистую стеклянную или металлическую посуду вливают требующееся количество смолы ВИАМ Б, а затем ацетон или спирт и хорошо их перемешивают, пока не получится однородная смесь; после этого добавляют керосиновый контакт и опять перемешивают непрерывно или с небольшими перерывами в течение 10—20 мин. Клей в готовом состоянии через 2—3 часа начинает густеть, поэтому количество заготавливаемого клея следует точно определять по числу подготовленных к склеиванию деталей. Клеевые соединения. На склеиваемые поверхности наносят слой клея такой толщины, чтобы текстура древесины (рисунок годовых слоев) была отчетливо видна. Перед сборкой намазанных клеем заготовок их выдерживают 5—15 мин. (открытая выдержка). После сборки дается вторичная выдержка, называемая закрытой, продолжительностью 5—-25 мин. Затем склеиваемые заготовки запрессовывают и выдерживают под давлением в продолжение 1—20 часов в зависимости от температуры воздуха в помещении или способа подогрева деталей во время запрессовки. Клей в клеевом соединении можно считать затвердевшим, если он из темно-серого стал темно-бурым или темно-вишневым.
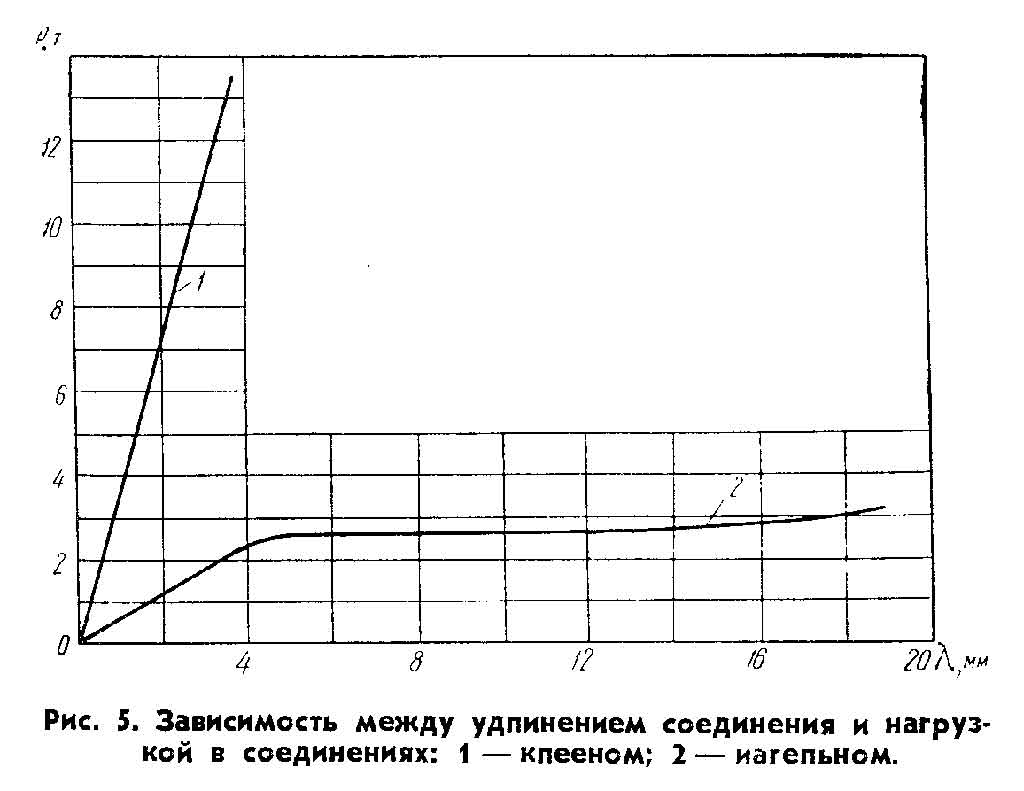
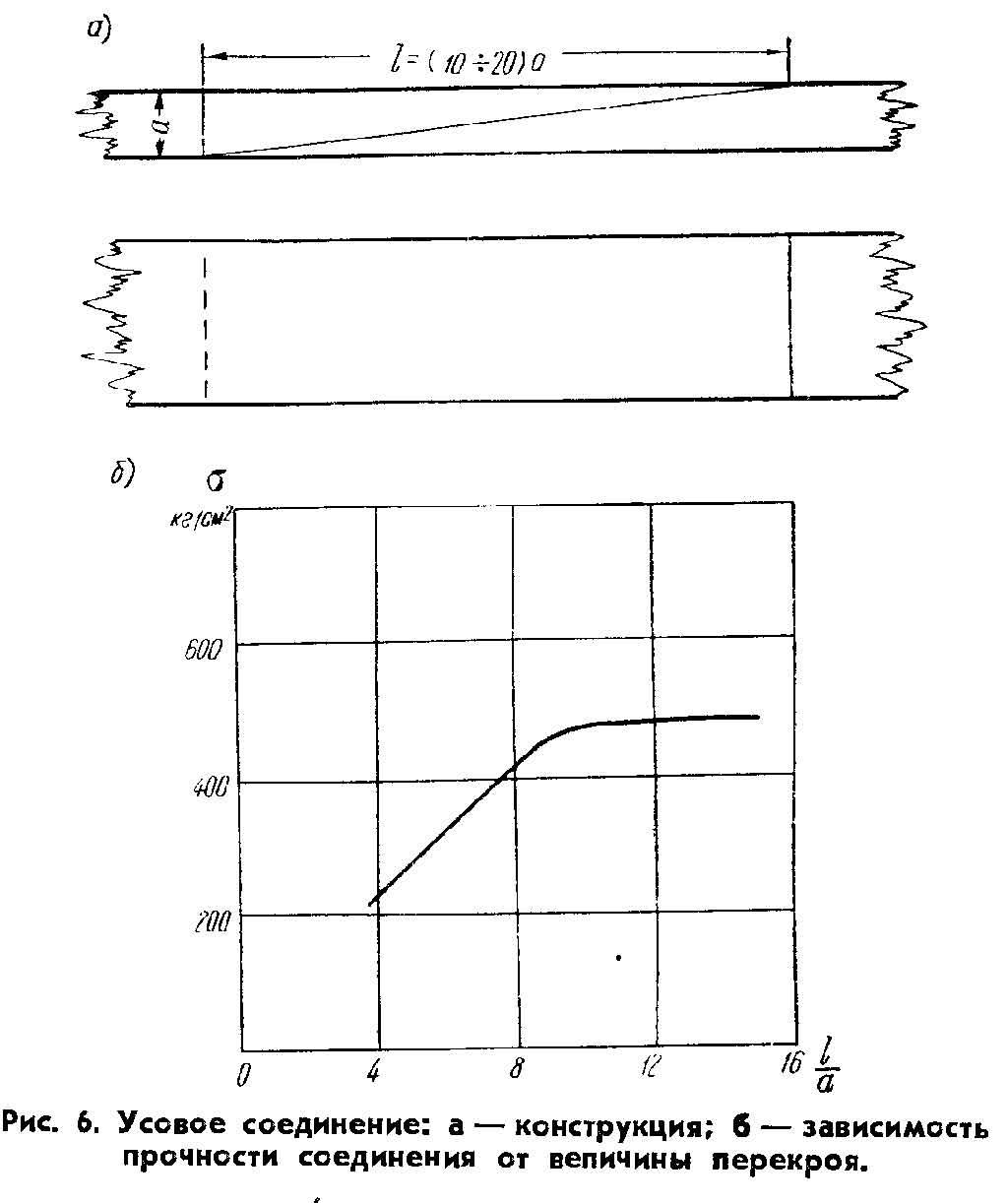
Клеевое соединение, выполненное с применением клея ВИАМ Б-3, будет совершенно водостойким и не уступающим по прочности целой древесине, если соблюдены следующие условия: — влажность склеиваемых деталей не более 18%; — склеиваемые поверхности тщательно обработаны— простроганы и подогнаны так, что после их сдавливания зазоры между ними не превосходят 0,2—0,3 мм; — детали запрессованы под давлением 2 — 4 кг/см2; — температура воздуха в помещении, где выполняются работы по склеиванию, не ниже 16°С. При приготовлении клея и склеивании деталей необходимо осторожно обращаться с компонентами клея — не пачкать рук или работать в резиновых перчатках. Все работы по склеиванию необходимо выполнять в хорошо проветриваемом помещении или даже на открытом воздухе, так как в смоле ВИАМ Б содержится много фенола, вредно действующего на организм человека. Склеивание деревянных деталей смоляными клеями позволяет получить в полном смысле монолитные конструкции. В этом случае с клеевым соединением не может сравниться никакое другое. Разумеется можно создать достаточно прочную конструкцию и без применения клея, но склеенные детали корпуса будут на 20 и более процентов легче при той же прочности. В подтверждение сказанного можно сослаться на результаты сравнительных испытаний деталей, склеенных между собой, и деталей, соединенных в замок с применением болтов и нагелей (рис. 5). Детали корпуса малых судов можно соединять между собой встык или под углом. Среди стыковых наиболее распространены соединения на ус (рис. 6, а), применяемые для соединения по длине брусьев киля, стрингеров, скуловых и привальных брусьев, листов обшивки и настила палубы. Для обеспечения в месте соединения прочности целого сечения необходимо выдержать указанную ниже длину усового соединения (в толщинах соединяемых деталей) в зависимости от материала:
сосна 10—12 дуб 12—15 фанера: обыкновенная 10—12 водостойкая 12—15 бакелизированная 15—20 водостойкий картон 8—10
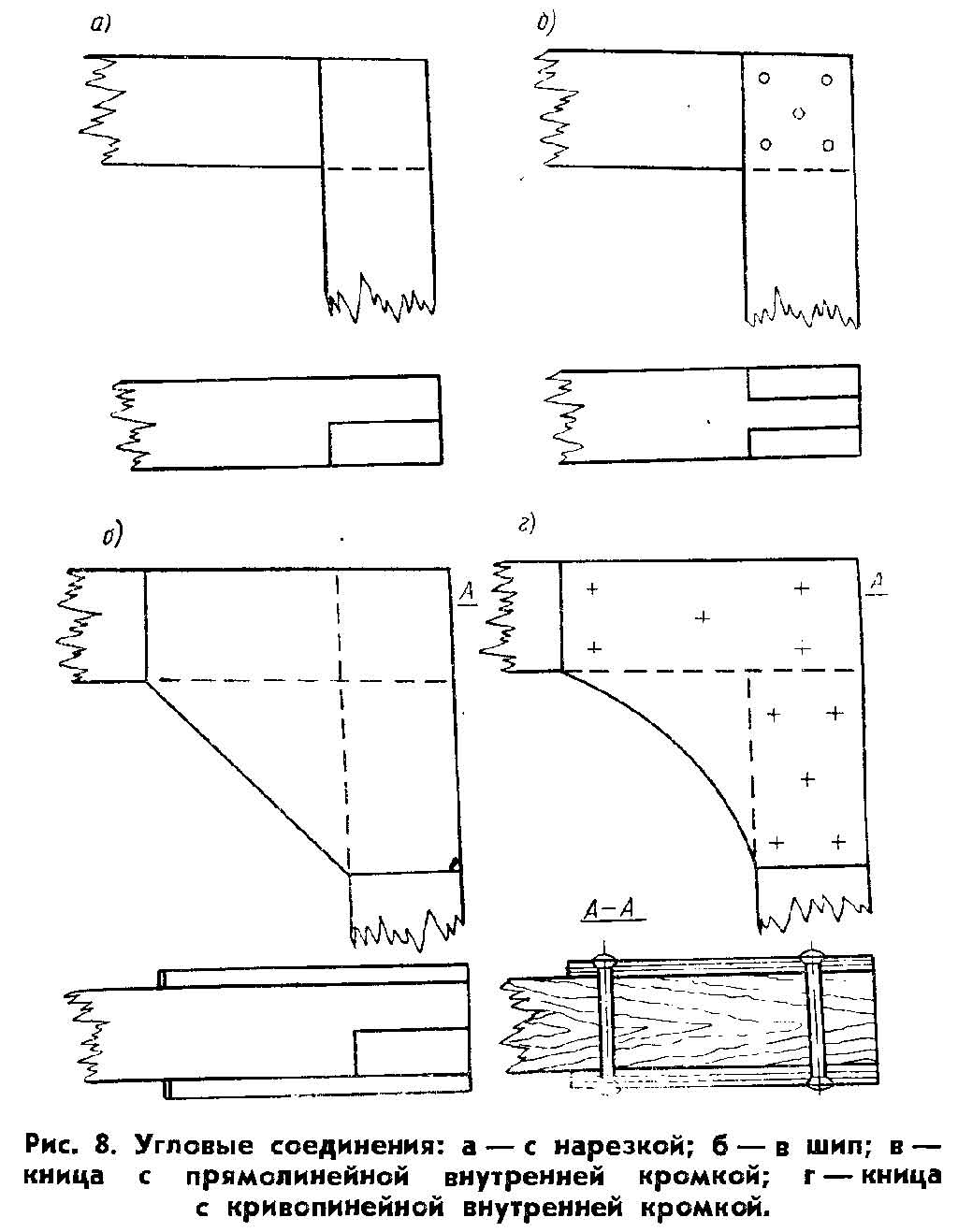
Длина усового соединения может быть несколько уменьшена без существенного снижения прочности. Из приведенных на рис. 6,6 результатов испытаний образцов сечением 40X100 мм, изготовленных из сосны 1-го сорта, следует, что для сосны уменьшение длины усового соединения до 5—6 толщин детали ослабляет соединение на 30—40%. Соединения на двусторонних (рис. 7, а) или односторонней (рис. 7,6) накладках можно применять в основном в тех же случаях, что и соединения на ус. Обработка и подгонка деталей в этом случае проще, но односторонняя накладка не обеспечивает необходимой прочности соединения, а при двусторонней— нельзя получить ровную поверхность де¬тали в месте стыка. Длина накладок должна быть не более 30 толщин соединяемых деталей, а толщина— равной !/г—Уз толщины детали. Широко применяемые угловые соединения де¬талей поперечного набора можно выполнять с помощью нарезки (рис. 8, а) или врезки в шип (рис. 8, б). Для обеспечения прочности углового соединения необходимо хорошо подгонять детали и тщательно обрабатывать склеиваемые поверхности. Перед запрессовкой должна быть проверена правильность взаимного расположения деталей. Угловые соединения деталей набора с помощью только нарезки или врезки все же не обладают не-обходимой прочностью, поэтому рекомендуется подкреплять их кницами. Детали при этом можно соединять нарезкой (рис. 8, в) или, в целях упрощения соединения, — в торец (рис. 8, г). Кницы приклеивают к деталям с обеих сторон. Внутреннюю кромку книц для увеличения полезной кубатуры корпуса целесообразно срезать по плавной кривой (рис. 8, г). Склеиваемые детали проще всего запрессовывать гвоздями или шурупами. После полного затвердевания клея зачищают подтеки клея, детали строгают и малкуют.
Механический крепеж.
Кроме склеивания, при постройке малых судов из досок, фанеры и даже пластиков применяют: для соединения деревянных деталей — гвозди, шурупы и заклепки; для присоединения металлических деталей —болты, заклепки, винты по металлу; в некоторых случаях, для соединения металлических деталей — электро- и газосварку или клепку. Для увеличения срока службы судна и повышения прочности соединений желательно применять красномедные гвозди и латунные шурупы или стальной оцинкованный крепеж, так как прочность соединения на отрыв (вытаскивание) оцинкованного гвоздя в полтора-два раза больше, чем неоцин-кованного. Обычные гвозди или шурупы перед постановкой необходимо накалить до вишневого цвета и быстро опустить в олифу. Шурупы перед ввинчиванием рекомендуется обмакнуть в белила, лак, густую краску или олифу. Шляпку шурупа или гвоздя необходимо утопить в деталь на 1—1,5 мм и покрыть белилами или шпаклевкой. Чтобы не расколоть дерево, в соединяемых деталях перед установкой болтов (шурупов) необходимо просверливать или прокалывать шилом отверстия, диаметр которых должен быть на 0,2— 0,5 мм меньше диаметра крепежа. Прочность конструкций зависит также и от расстановки шурупов и болтов: их нельзя ставить ближе чем на 3d (где d — диаметр крепежа) от продольных кромок и i>d от торца доски; от кромки фанерного листа следует отступать на 3—Ad. Длина шурупа или гвоздя должна быть такой, чтобы не менее 2/з ее входило в нижнюю деталь, к которой крепят верхнюю присоединяемую деталь. Заклепочные гвозди должны выходить из соединяемых деталей настолько, чтобы можно было поставить шайбу, а из конца гвоздя длиной 1,5 d образовать замыкающую головку заклепки. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Использование материалов только с разрешения автора сайта
|