Ботик Петра I "Св. Николай" Авторский проект строительства полномасштабной Реплики исторического судна
|
<< назад в каталог
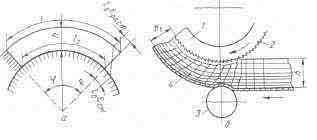
Гнутье Древесины Из книги " Технология изделий из древесины ", Буглай Б.М., Гончаров Н.А., стр. 218 - 232, М, Лесная промышленность, 1985 г. Криволинейные детали из цельной древесины можно изготавливать двумя принципиальными способами: выпиливанием криволинейных заготовок и приданием прямолинейному бруску изогнутой формы путем загибания его на шаблоне. Оба способа применяются на практике и имеют свои преимущества и недостатки. Выпиливание криволинейных заготовок отличается простотой технологии и не требует специального оборудования. Однако, при выпиливании неизбежно перерезают волокна древесины, и это настолько ослабляет прочность, что детали большой кривизны и замкнутого контура, приходится составлять из нескольких элементов склеиванием. На криволинейных поверхностях получаются полуторцовые и торцовые поверхности срезов и в связи с этим ухудшаются условия обработки на фрезерных станках и отделки. Кроме того, при раскрое получается большое количество большое количество отходов. Изготовление криволинейных деталей методом гнутья требует по сравнению с выпиливанием более сложного технологического процесса и оборудования. Однако, при гнутье полностью сохраняется и даже в некоторых случаях повышается прочность деталей; на их гранях не создаются торцовые поверхности, а режимы последующей обработки гнутых деталей не отличаются от режимов обработки прямолинейнэх деталей. Теоретические основы гнутья. Сущность явлений, происходящих при гнутье древесины, см. рис 1, в основном, сводится к следующему стр. 219
Рис. 60. Изгиб бруска При изгибе заготовки в пределах упругих деформаций возникают нормальные к поперечному сечению напряжения: растягивающие на выпуклой и сжимающие на вогнутой стороне. Между зонами растяжения и сжатия находится нейтральный слой, нормальные напряжения в котором невелики. Поскольку величина нормальных напряжений изменяется по сечению, возникают скалывающие напряжения, стремящиеся как бы сдвинуть одни слои детали относительно других. Так как этот сдвиг невозможен, изгиб сопровождается растяжением материала на выпуклой стороне детали и сжатием - на вогнутой .
стр 221
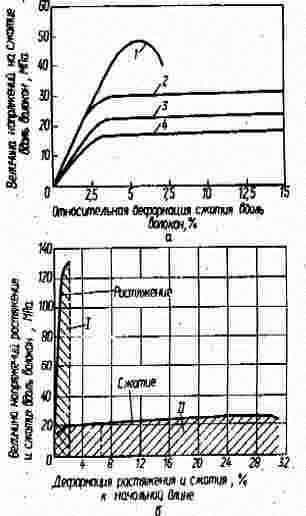
Рис. 61. Диаграммы напряжений и деформации древесины при гнутье: Для повышения способности древесины к гнутью применяют гидротермическую обработку: проваривание в горячей воде или пропаривание. Такая обработка делает древесину более пластичной. Проваривание древесины значительно снижает сопротивление сжатию и увеличивает величину усадки (рис. 61, а). Сопротивление древесины растяжению и способность деформации при этом изменяются незначительно. У пропаренной древесины бука (рис. 61,6) при незначительном сопротивлении сжатию (около 23 МПа) и допустимости деформаций сжатия до 30 % величина возможных деформаций растяжения остается незначительной даже при очень высоких напряжениях (2 % при 130 МПа). Это ограничивает возможность гнутья пропаренной древесины и не позволяет полностью использовать ее способность к значительной деформации сжатия. Произведение величины напряжения на величину вызываемой им деформации дает работу деформации. На диаграмме (см. рис. 61,6) возможная работа деформаций растяжения равна площади заштрихованной фигуры /, а возможная работа деформаций сжатия — заштрихованной в обратном направлении площади фигуры //. При изгибе бруска работа деформаций растяжения должна быть равна работе деформации при сжатии. Из сравнения площадей, заштрихованных на диаграмме, видно, что полностью использовать эту закономерность при изгибе пропаренной древесины без специальных мероприятий нельзя. В то время как работа деформаций растяжений достигает максимального значения (площади I), равная ей площадь работы деформации сжатия отделена на диаграмме вертикальной пунктирной линией. Она составляет только незначительную часть от возможной работы деформации сжатия. При уменьшении радиуса изгиба напряжения растяжения и вызываемые ими деформации превысят предельные значения и вызовут разрыв наружных волокон и излом бруска, в то время как возможность изгиба по деформации сжатия не будет исчерпана. Возможность изгиба пропаренной древесины ограничивается незначительной величиной допустимых деформаций растяжения, ограничивающих изгиб до соотношения примерно H/R<1/30. Возможности гнутья могут быть значительно увеличены, если использовать способность пропаренной древесины полностью воспринимать значительные деформации сжатия. Это достигается применением тонкой стальной ленты (шины), накладываемой на наружную сторону бруска до изгиба. Шина снабжена упорами, в которые упираются торцы изгибаемого бруска. Так как сопротивление стальной шипы растяжению значительно больше, чем сопротивление древесины, то при изгибе бруска она
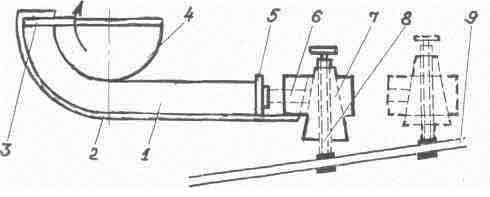
будет препятствовать растяжению наружных слоев и изгиб произойдет, в основном, за счет деформации сжатия на вогнутой стороне бруска. Таким путем искусственно вызывают смещение нейтрального слоя к наружной стороне изгибаемого бруска и увеличивают в бруске деформации сжатия. Для предупреждения откалывания и разрывов волокон на выпуклой стороне бруска в начальной стадии изгиба шине дают натяжение, сжимая брусок ее упорами, расположенными на концах шины. Величина начального натяжения шины не должна быть большой, так как чрезмерные деформации сжатия могут вызывать брак гнутья в виде складок на вогнутой стороне. Наилучшие результаты гнутья могут быть достигнуты при полном использовании способности древесины принимать деформации сжатия и растяжения. Это обеспечивается применением гнутарного станка с подвижным упором шины (рис. 62).
Рис. 62 Принцип гнутья древесины с подвижным упором Изгибаемый брусок 1 закрепляют в шине 2 между двумя упорами 3 и 5. Во время гнутья брусок загибается на вращающийся шаблон 4. Конец шины наглухо прикреплен к каретке 6, движущейся вместе с шиной, а упор 5 сделан подвижным. Положение упора 5 регулируется положением в каретке клина 7. В него упирается стержень упора 5. Поворотами винта 8 и поднятием клина вверх можно дать шине начальное натяжение, так как при этом упор 5 будет выдвигаться клином вперед. Винт 8 связан с линейкой 9, установленной наклонно по отношению к направляющим каретки 6. При гнутье каретка скользит за шиной вперед, а скользящий по линейке винт опускается и опускает клин 7, вследствие чего упор 5 получает возможность отойти назад и ослабить первоначальное натяжение шины. Начальное положение клина в каретке показано на рисунке пунктиром. Минимальные радиусы бездефектного изгиба древесины могут быть достигнуты в том случае, если при изгибе будет соблюдено условие: максимальная работа деформаций сжатия равна сумме работ деформаций растяжения бруска и шины. Это
достигается изменением угла наклона линейки 9 и величиной отхода упора 5.Напряжения сдвига достигают значительной величины и могут вызывать скалывание вдоль волокон. Требуется тщательная гидротермическая обработка брусков перед гнутьем. Поэтому гнутье не доводят до самого конца бруска во избежание скола у торца. Необходимым условием гнутья хвойных и мягких лиственных пород таким способом является применение шины с подвижным упором. Насечка на шаблоне должна иметь наклон в сторону заднего упора, чтобы предотвращать перемещение внутренних слоев бруска по шаблону и образование складок из-за напряжений сдвига. Такой способ гнутья позволяет изгибать не только бездефектную древесину, но и древесину с крупными сучками, расположенными на наружной стороне бруска.
Технология гнутья. Технологический процесс гнутья древесины состоит из гидродинамической обработки, гнутья и сушки изогнутых деталей для стабилизации приданной формы. В общем технологическом процессе изготовления изделий место гнутья непостоянно. Чаще всего оно следует непосредственно за раскроем. Технологический процесс происходит так: раскрой на заготовки, гидротермическая обработка заготовок, гнутье, сушка и механическая обработка гнутых заготовок. В некоторых случаях гнутью подвергают уже частично обработанные детали. Например, задние ножки гнутого стула изгибают обычно после обработки на круглопалочных копировальных станках, а после гнутья только шлифуют.
Заготовка материала для гнутья. Раскрой пиломатериалов на заготовки для гнутья возможен различными способами. В некоторых случаях заготовку для гнутья получают путем раскалывания коротких отрезков кряжей (чураков). Получаемая при этом колотая заготовка, как правило, не имеет перерезанных волокон, поэтому при изгибании дает наименьший процент брака. Недостаток такого способа — низкий выход заготовок из кряжа (приблизительно на 20—25 % ниже, чем при выпиливании) и большая трудоемкость этой операции, которую выполняют вручную. На индустриальных предприятиях в большинстве случаев пользуются обычными методами выкраивания заготовок из досок на круглопильных станках. К качеству древесины заготовок для гнутья предъявляют повышенные требования: рационально раскраивать древесину по предварительной разметке, не допускать в заготовках дефектов, вызывающих брак гнутья. Заготовки необходимо вырезать только из здоровой древесины. Отклонение направления волокон от оси бруска (косослой) не должно превышать 5—10°. При раскрое следует добиваться, чтобы продольные резы шли по возможности вдоль волокон обреза доски. При обычных методах гнутья в заготовках совершенно не допускаются сучки, в том числе и здоровые, вполне сросшиеся с древесиной. При гнутье с одновременным прессованием
сучки допускаются в довольно больших пределах, что резко увеличивает выход заготовок. Нормы допускаемых пороков указываются в технических условиях на изделия. Выкраивать заготовку следует с учетом припусков на последующую обработку. Для гнутья с одновременным прессованием, кроме припуска на механическую обработку, должен учитываться припуск на упрессовку поперек волокон. Величина упрессовки зависит от породы древесины и в среднем составляет 30—35% для сосны и ели, 50% для пихты, 20 % для лиственницы, 25 % для березы от первоначального размера. Кроме того, следует давать повышенный припуск по длине заготовки.
Гидротермическая подготовка. Гидротермическая подготовка перед гнутьем необходима для того, чтобы повысить пластичность древесины. Под пластичностью понимают свойство древесины изменять свою форму без разрушения под влиянием внешних сил и сохранять эту форму после прекращения действия этих сил. Пластичность древесины при производственной влажности (6—10%) и комнатной температуре незначительна. В таком состоянии древесина требует для изгибания больших усилий и не допускает больших деформаций. Деформации получаются в основном упругими, т. е. исчезающими после прекращения действия вызвавших их сил. Пластичность древесины значительно повышается при нагреве во влажном состоянии. Это объясняется тем, что часть веществ, входящих в состав клеток древесины, при нагревании переходит в состояние коллоидного раствора, в результате чего снижается жесткость клеток, а следовательно, и всей массы древесины. Если влажную древесину высушить в деформированном состоянии, то находившиеся в растворенном состоянии коллоидные вещества затвердеют и сохранят приданную заготовке форму. Опыт показывает, что наилучшие результаты получаются при гнутье древесины влажностью 25—30 %, т. е. близкой к точке насыщения волокна. Как более низкая, так и более высокая влажность неблагоприятны. При меньшей влажности древесина менее пластична. Влажность сверх 25—30 %, не улучшая условий гнутья, удлиняет сроки сушки изогнутых деталей и экономически невыгодна. Излишняя влажность вредна потому, что при изгибе и сжатии древесных клеток находящаяся в них вода может местами разрывать стенки клеток, делая поверхность ворсистой. Гидротермическая подготовка перед гнутьем чаще всего заключается в пропаривании или проваривании древесины в горячей воде. Недостаток проварки в горячей воде состоит в том, что она ведет к неравномерному увлажнению древесины и перенасыщению водой наружных волокон. Получить путем проваривания равномерную влажность и температуру нагрева всего
бруска очень трудно. Поэтому проварка в горячей воде может быть рекомендована только в некоторых случаях, если пропаривание технически затруднено, например при необходимости обработать не всю деталь, а только ее часть (случай загиба носков у лыжных заготовок и т. д.), или если требуется значительное повышение начальной влажности сухих заготовок. Для проварки пользуются деревянными чанами или металлическими ваннами и баками (лучше с лужеными внутренними поверхностями). Проварочные баки и чаны обычно обо-
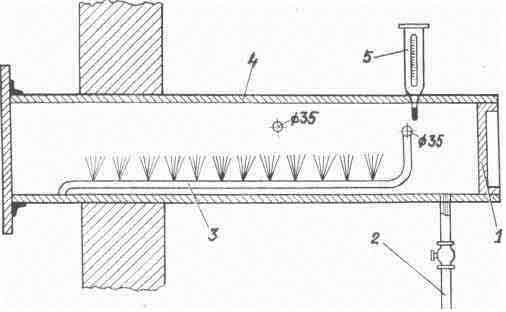
Рис. 63 Разрез пропарочного котла : гревают паром , пропускаемым по змеевику, уложенному у дна. Температуру воды поддерживают в пределе 90-95 градусов С, не доводя ее до кипения во избежание большого парообразования. Продолжительность проварки при такой температуре колеблется в зависимости от начальной влажности, размеров и породы древесины. Так для буковых заготовок толщиной 40 мм при начальной влажности 15-25 % чивания в воде) и затем на проварку требуется около 1,5 часа.
Для пропаривания чаще всего пользуются насыщенным паром невысокого давления, около 0,02—0,05 МПа, что соответствует температуре пара 102—105°. Применение пара более высоких давлений сокращает сроки пропаривания, но усложняет оборудование и повышает опасность. Заготовки цельной древесины пропаривают чаще всего в специальных пропарочных котлах, представляющих собой стальные, горизонтально установленные барабаны небольшой емко- несколько малых котлов, чем один большой емкости. Продолжительность пропаривания заготовок зависит от размеров и влажности древесины. При влажности заготовок 7— 10 % значительное влияние оказывает также порода древесины. При влажности, близкой к точке насыщения волокна, необходимые сроки пропаривания почти одинаковы для всех пород,
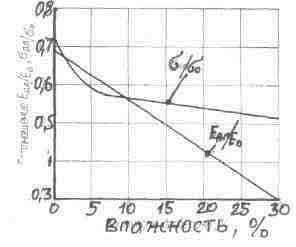
Рис. 64. Зависимость соотношения прочностных показателей древесины от ее влажности Ни рис. 64 показано снижение соотношения модуля упругости и предела прочности древесины в зависимости от ее влажности. Соотношение ЕКЛ/Е0характеризует жесткость древесины. Укладывать бруски в пропарочную камеру рекомендуется с учетом положения бруска при гнутье, т. е. так, чтобы стороны бруска, примыкающие к шине и шаблону, хорошо охватывались паром; боковые же поверхности брусков могут примыкать одна к другой. Бруски перед гнутьем можно нагревать в течение нескольких минут при помощи электрического тока высокой частоты. Физическая сущность такого нагрева описана ниже. Для повышения пластичности древесину можно пропитывать растворами аммиака, дубильных веществ, фенолов и альдегидами. Растворы алюминиевых и железных квасцов, хлористого магния и другие
также повышают ее гигроскопичность. При необходимости гнуть бруски при значительном отношении H/R>1/6 их предварительно пропитывают 40 %-ным раствором мочевины и сушат до влажности 15 %, после чего гнут при температуре 100 °С с последующим охлаждением в изогнутом состоянии до 25 °С для фиксирования формы. Полученные таким образом криволинейные летали при температуре 60—70 °С размягчаются и теряют свою форму. Для устранения этого недостатка пропитывают древесину перед гнутьем в смеси растворов мочевины, формалина, едкого натра и буры. При гнутье пропитанную древесину нагревают также до 100 °С. При этом компоненты раствора в стенках клеток древесины образуют мочевиноформальдегидную смолу, которая в период нагрева и гнутья отверждается окончательно, фиксируя приданную заготовке форму. Недостатком такой подготовки древесины к гнутью является длительность пропитки (3 ч на 1 мм толщины) и необходимость последующей сушки перед гнутьем в мягком режиме, исключающем отверждение образующейся в клетках мочевиноформальдегидной смолы. Фанеру в случае гнутья на малые радиусы кривизны также можно гидротермически обрабатывать. Фанеру, полученную при склеивании водоупорными клеями, можно проваривать. Фанеру, полученную при склеиваниии белковыми клеями, можно только пропаривать, причем только наружную сторону, подвергающуюся растяжению. Если изгибают только часть заготовки, при выгибании углов, пропаривать следует только ту часть, в которой будет сделан загиб. Для этого пользуются устройством из двух гладких паровых труб, между которыми зажимается заготовка фанеры. Одна из труб имеет ряд очень мелких отверстий для выхода пара на стороне, обращенной к фанере. Таким путем заложенная между трубами фанера прогревается .и одновременно с одной стороны увлажняется. Необходимое время такой обработки перед гнутьем составляет от 5 до 10 мин. Способы и оборудование для гнутья древесных материалов разнообразны. Однако во всех случаях необходим шаблон, вокруг которого изгибается заготовка и профиль которого определяет форму ее изгиба. Только при использовании точного шаблона можно получить гнутые детали заданной формы. Применяемые для гнутья массивных брусков гнутарные станки можно разделить на два типа: станки для гнутья на неполную окружность и станки для гнутья на полную окружность. В станках первого типа бруски с наложенной на наружную сторону стальной шиной изгибают вокруг неподвижного шаблона приложенными усилиями к обоим концам бруска или к одному из концов при неподвижно закрепленном другом конце. Станки такого типа встречаются со съемными и с неподвижно укрепленными обогреваемыми шаблонами. В первом случае после огибания бруска шиной вокруг шаблона концы тины закрепляют на шаблоне при помощи скобы. Шаблон с за-
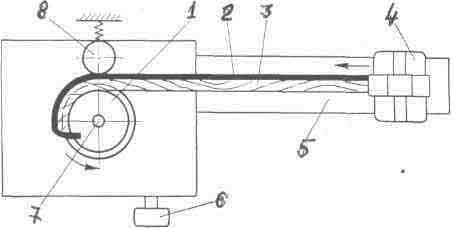
Рис. 65. Гнутье заготовок по замкнутому контуру на гнутарном станке шаблон, обогреваемый паром. Изогнутую и закрепленную на шаблоне заготовку подсушивают на нем. Недостаток гнутарно-сушильных станков — неравномерность сушки и выдерживание в них заготовок в течение нескольких часов для высушивания до состояния, при котором фиксируется соответствующая форма зоготовок. Это резко снижает производительность станков. Для увеличения производительности гнутарно-сушильных станков целесобразно заготовку перед гнутьем предварительно подсушивать до 20 %, высушивать в станке до 12—15 %, а окончательно досушивать освобожденные из станка заготовки в сушильных камерах. В станках для гнутья на замкнутый контур бруски изгибают вокруг съемного необогреваемого шаблона. В механизированных станках шаблоны вращающиеся (рис. 65). Съемный шаблон / с прикрепленной к нему шиной 2 надевают на вертикальный вал 7, приводимый в движение от электродвигателя через редуктор 6. Конец шины крепят к каретке 4, скользящей по направляющим 5. После закрепления бруска 3 в шине включают электродвигатель, который, поворачивая вал 7 с надетым шаблоном, как бы навивает на шаблон брусок с шиной. В месте изгиба поставлен ролик 8, плотно прижимающий брусок к шаблону. По окончании гнутья задний конец шины прикрепляют
к шаблону при помощи скобы, шаблон с бруском и шиной снимают со станка и отправляют в сушилку, а на станок надевают новый шаблон. На гнутарных станках есть обжимной ролик, прессующий брусок в момент наворачивания его на шаблон, и устройство, регулирующее отход заднего упора шины в процессе гнутья. Оптимальная угловая скорость гнутья станках составляет около 40—50° в секунду. Во всех случаях гнутья, независимо от используемого этой цели оборудования, необходимо, чтобы вынутые из пропарочного котла или варочного бака бруски подвергались гнутью немедленно. Задержка в гнутье недопустима, потому что остывают в первую очередь наружные слои древесины, которые испытывают наибольшие напряжения. При гнутье желательно, чтобы в брусках твердых лиственных пород (дуба, ясеня, граба, ильма) расположение годичных слоев совпадало с плоскостью изгиба, т. е. тангентальный Расположение годичных слоев перпендикулярно плоскости изгиба может вызвать появление складок на вогнутой стороне. Заготовки из лиственных рассеянно-сосудистых пород При гнутье с одновременным прессованием положение деталей следует выбирать таким, чтобы пороки древесины pacпологплись по возможности в растянутой и нейтральной части деталей. Наоборот, при гнутье без прессования, и особенно гнутье без шины, растягиваемая поверхность должна быть более чистой, потому что малейшие дефекты на ней могут стать причиной разрывов и отщепов волокон. Гнутье фанеры часто осуществляют в шаблонах, состоя из двух частей, т. с. из матрицы и пуансона, между котор: закладывают и выгибают фанеру. Для вдавливания пуансо фанеры в матрицу можно пользоваться винтами, пневматическимикими и гидравлическими прессами: Если гнутью подлежат большие листы фанеры, то для облегчения веса матрицу и nyансон делают легкой каркасной конструкции, но достаточно жесткой, чтобы она не деформировалась в процессе гнутья. При расположениии волокон в наружном слое перпендикулярно оси шаблона (гнутье вдоль волокон) возможные радиусы загиба фанеры, склеенной белковыми клеями, почти не отличаются от минимальных радиусов загиба цельной древесины. При расположении волокон параллельно к оси шаблона фанера
обладает меньшим сопротивлением и допускает изгиб до радиусов примерно в 2 раза меньше, чем при гнутье вдоль волокон. Однако, жесткость получаемой таким образом детали меньше, а на наружной стороне ее часто появляются мелкие долевые трещины, особенно если наружный слой состоит из шпона, имеющего скрытые трещины от недостаточного обжима при лущении. Появление таких трещин делает практически невозможной хорошую отделку, так как в период эксплуатации изделия сужаются или расширяются даже при незначительных изменениях влажности и вызывают растрескивание лежащего на них лакокрасочного покрытия. Поэтому предпочтительнее изгибать фанеру вдоль волокон или под некоторым углом к ним. Гнутье тонкой фанеры (толщиной 1—4 мм) возможно до малых радиусов кривизны. Изгибание на малые радиусы толстой фанеры и плит (выше 5 мм) требует специальных приемов. Чаще всего делают ряд пропилов на внутренней стороне заготовки, если это допускается конструкцией изделия. Изогнутые заготовки (вместо с шаблонами и охватывающими их шинами) сушат в сушильных камерах. Конечная влажность гнутоклееных заготовок соответствует производственной влажности, принятой на данном предприятии. Применяемые режимы сушки мало отличаются от режимов сушки пиленых заготовок из тех же пород, а конструкции и системы сушильных камер подобны тем, какие применяют для сушки пиломатериалов. Высушенные до влажности (обычно ниже 12 %, стабилизирующей форму, заготовки поступают в остывочное отделение, где их охлаждают в течение нескольких часов, затем освобождают от шин и шаблонов и направляют в механическую обработку. Обработка гнутых заготовок, т. е. придание им окончательных размеров и требуемых поверхностей, принципиально не отличается от обработки прямолинейных заготовок. Базирующим приспособлением, а иногда и столам станков, на которых обрабатывают гнутые заготовки, придают форму, соответствующую форме обрабатываемых заготовок. Последовательность обработки гнутых заготовок на станках аналогична обработке заготовок из пиломатериалов. Рабочие места в гнутарном цехе включают гнутарный станок или приспособление для гнутья, устройства для гидротермической обработки заготовок, запас необработанных и обработанных заготовок, шин и шаблонов. Схема организации рабочих мест зависит от вида и размера изгибаемых заготовок и оборудования. Однако, во всех случаях рабочие места должны быть организованы так, чтобы пропаренные заготовки можно было подавать на гнутарный станок сразу после выемки их из пропарочного котла, не перенося на большие расстояния и не разворачивая. Пропарочные котлы должны иметь манометры, указывающие давление пара. В цехе должны быть стенные часы, хорошо видные с каждого рабочего места. |
|
Использование материалов только с разрешения автора сайта
|
![]()