|
ВЫДЕЛКА ЯКОРЕЙ
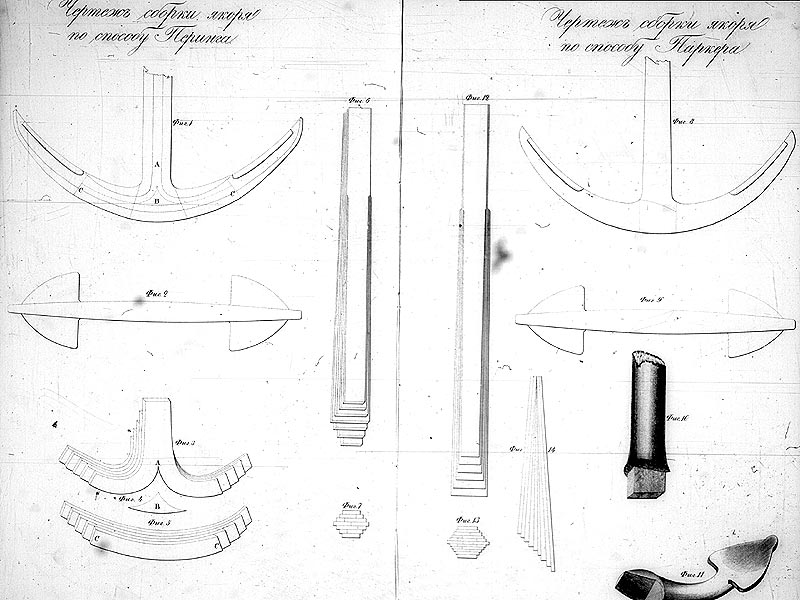
При сборке веретена для 270-пудового якоря полосы размещаются
по четыре в ряду: три шириною в 4, 1/2 дюйма и одна в 3, 1/2
дюйма, при этом ширина ряда будет 4, 1/2 + 4, 1/2 + 4, 1/2 +
3, 1/2 = 17 дюйм. Таких рядов в сборке веретена одиннадцать.
И так как толщина полосового железа для 270-пудового якоря 1,
1/8 дюйма, то толщина сборки будет около двенадцати дюймов.
Швы каждого ряда перекрываются полосами следующего ряда, и для
этого полосы в 3, 1/2 дюйма шириною кладут по одной в ряду,
то с правой, то с левой стороны. Длина сборки (пакета) 11 фт
4 дм.
Собранный для веретена пакет весом около 250 пудов, тем концом,
который впоследствии обделывается в шейму, вкладывается в сварочную
печь. Ему дается вар в такой степени сильный, чтобы можно было
нагретую часть пакета сжать до тесного соединения между собой
полос, составляющих сборку. Этим порядком продолжается проварка
и обжимка пакета до середины, после чего пакет оборачивают и
закладывают в печь другим концом, и от него также ведут обжимку
к середине. Само собой, по причине неровного удлинения полос
при обжиме середина пакета делаются выпуклою, причем взаимное
положение полос должно измениться, и чтобы выравнить длину их,
надо нагреть середину и слегка обжать ее, и потом уже дать сильный
вар, чтобы проварить полосы и соединить их в одно целое, причем
от излишнего вара, а иногда и двух, середина пакета значительно
обгорает и выходит тоньше.
Таким образом, для обжимки всего пакета нужно девять-десять
раз закладывать его в печь для нагрева и столько же раз подносить
под молот для обжимки. При обжимке первой половины пакета легко
заметить, по объему обжатого места, достаточно ли было взято
железа на дело веретена, и если нет, то в другой конец, прежде
чем дать ему вар, набивают клинья из полосового железа. Иногда
таких клиньев забивают пудов до тридцати. Обжимные вары дают
самые высокие, или, как говорят мастера, жестокие, для того
чтобы на первых же порах тщательнее проварить внутренность сборки.
Если же не давать сильных варов, и тем самым не содействовать,
по возможности, тесному соединению полос в одно целое, то впоследствии
при проковке веретена", оно непременно расколется, треснет по
длине, и тогда ничего не остается как только закрепить трещины
планками, а это средство годится разве для вида.
За обжимом следует проковка; она начинается от середины и идет
к концам. Вары даются высокие. Само собой, кузнец наблюдает,
чтобы проковка веретена совершалась в указанные размеры по длине
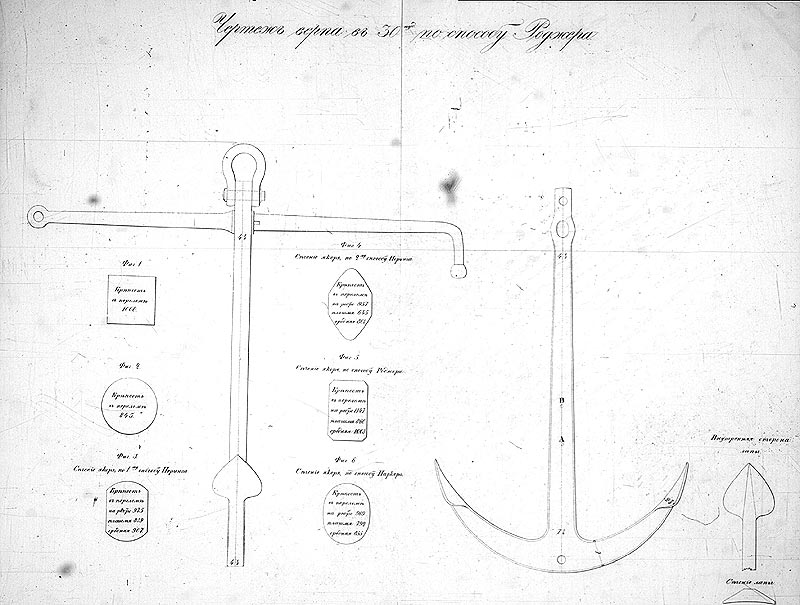
и толщине. Откованное веретено для 270-пудового якоря Паркера
длиннее своей сборки на пять фут и тоньше на одну треть площади
поперечного сечения той же сборки. Вес же веретена только 165
пудов. Следовательно, потеря веса восемьдесят пять пудов в угаре.
Для рогов сборки составляются из такого же железа, какое было
взято для веретена, и также располагаются полосы в рядах по
ширине и толщине, только пакеты делаются короче, и именно, четыре
с половиною фута для 270-пудового якоря; вес такой сборки около
90 пудов.
Конечно, обжимка пакета при небольшой его длине совершается
от двух-трех варов, но проковка в размеры, определенные для
рога, производится при содействии девяти варов. При проковке,
длина рога с ласками простирается до восьми фут, а вес 65 пудов.
Вначале, когда в Боткинском заводе был введен способ выделки
якорей Паркера, сборке рога давали клинообразный вид, подходящий
к форме готового рога, но такая сборка представляет излишнюю
работу, которой нельзя было избежать, покуда якорные части отковывались
под легкими молотами; когда же был установлен паровой молот
в 4 1/2 тонны, то те же рога стали проковывать из призматической
сборки, ныне употребляемой на Боткинском заводе.
При проковке рогов соблюдаются те же самые приемы и предосторожности,
направленные к действительной сварке полос, составляющих сборку,
какие выше исчислены при проварке веретена.
Нередко случается видеть на отдельных рогах и веретене швы между
полосами, составляющие сборки; это обыкновенно бывает в тех
случаях, когда для веретена и рогов недостаточно взято железа
и потому при ковке, чтобы не сделать эти части тоньше, их проковывают
слабо.
Лапа составляется из трех пластей, сваренных в одно целое. Каждая
пласть приготавливается из трех пудлинговых кусков весом от
3, 1/2 до 5 пудов, соединенных в одну пласть. Таким образом,
на отливку одной лапы берется железа 35-40 пудов, а по приготовлении
лапы вес ее оказывается около 30 пудов; недостающий вес есть
угар. Работа лапы совершается в продолжение восьми варов и более.
Рог и лапу соединяют вместе посредством проварки в двух печах
и проковки под паровым молотом, после чего получается рог в
полном составе весом до 90 пудов. Стало быть, при наноске лапы
произошел угар в железе 3-5 пудов. Обыкновенно сноска лапы с
рогом должна последовать в два вара, но это не всегда удается
и нередко требуется третий вар, но более варов давать нельзя
из опасения пережечь лапу и тонкую часть рога, называемую боровком.
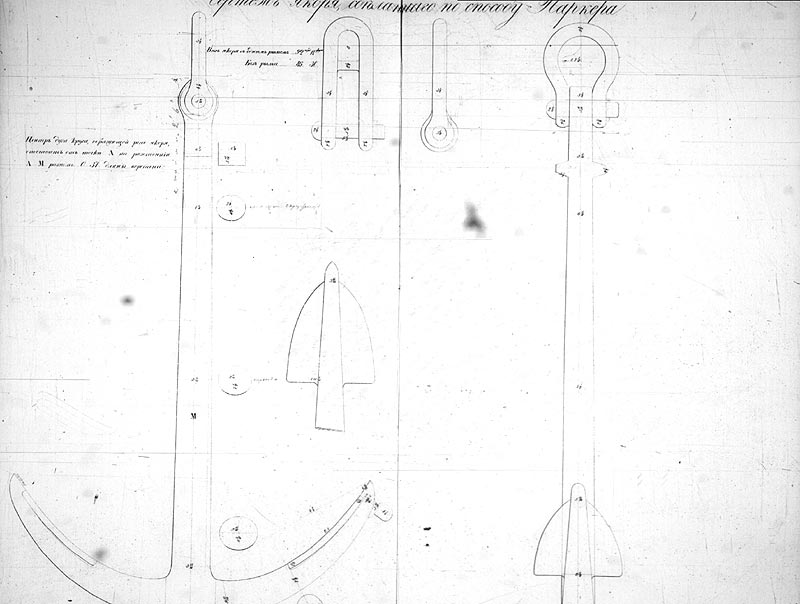
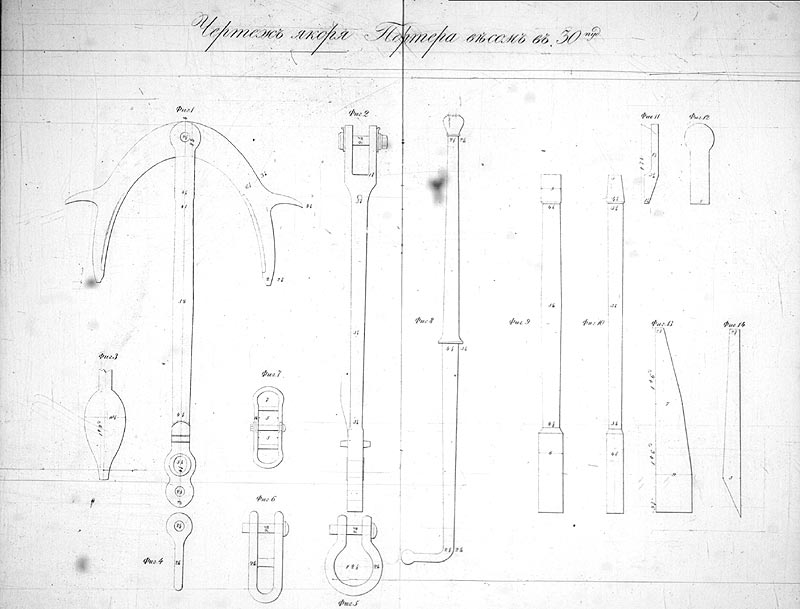
На цепную скобу берут полосового железа около 45 пудов, и составленный
из него пакет проваривают в печи и вытягивают в круглый сорт,
оставляя концы квадратной формы. Чтобы сделать утолщения, в
которых бы могли быть пробиты отверстия, через которые и через
якорь должен вкладываться болт, к квадратным концам приготовленного
железа привариваются с двух противоположных сторон бруски, и
потом, для придания этим местам условленной формы, дополняют
планками сверху и снизу. Таким образом формируются уши скобы.
После чего посредством загиба получают скобу требуемой формы,
но только в грубом виде, причем она весит до 25 пудов. Для этой
работы требуется не менее тридцати варов.
Болт отковывается из пудлинговых кусков, которых берут около
восьми пудов, а по отковке он весит 572 пудов. Для отковки болта
нужно до шести варов. Откованное вчерне под паровым молотом
веретено, рога, скоба и болт поступают в якорные горны для отделки,
которая заключается в доведении их точнее до установленных размеров,
в придании им условленной формы и в подготовке к прочному между
собой соединению.
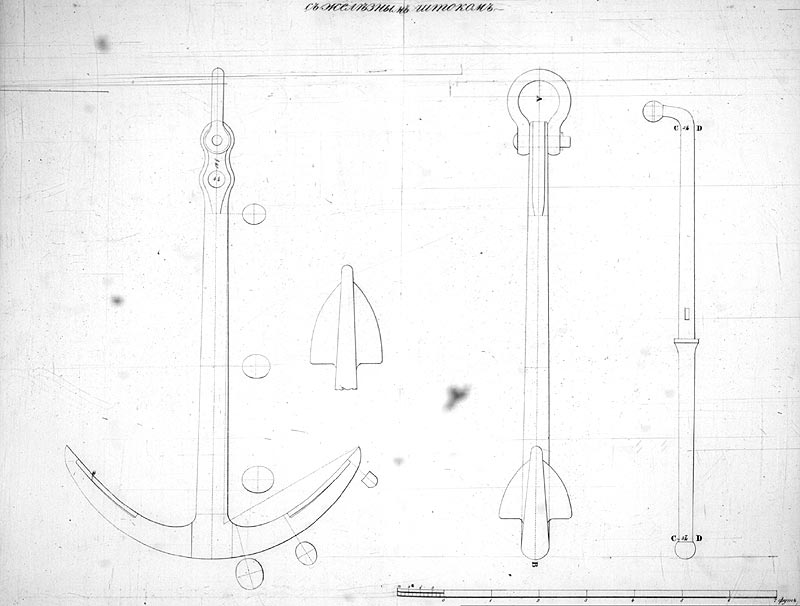
Так, у веретена прежде всего обделывают шейму. Для этого дают
ей 15-20 варов, смотря по тому, нужно ли накладывать на нее
планки, когда она откована тоньше, или можно и без планок привести
ее в надлежащие размеры и вид. Потом приваривают заплечики (орехи)
для деревянного штока. На заплечики берут железа до восьми пудов
и чтобы их приварить и обделать на меру, дают по десяти варов
и столько же нагревов или так называемых холостых варов. Первые
вары необходимы в том случае, когда нужно снять излишний металл
или приварить планки, а вторые - когда дело ограничивается только
выправкой веретена. Варов дается около десяти. После выправки
начинается выглаживание или лощение, для чего слегка нагревают
веретено и сбивают с него окалину балдами (двуручные молоты
весом от 7 до 10 фунтов), а потом проглаживают легкими молотками,
причем также делается не менее десяти нагревов.
Для рогов сначала приводят рог на меру и потом обделывают его
и лапу, так. кик рог выходит из-под парового молота с неровною,
толстою и весьма часто несовершенно проваренною лапою, а нередко
она неправильно нанесена на рог или бывает узка, коротка, широка,
длинна. Для исправления столь разнообразных погрешностей прежде
всего дают до восьми варов и с помощью их обрубают излишнее
железо на роге потом, чтобы выверить боровок, нагревают рог
4-5 раз; после этого до восьми варов нужно на выправку лапы
и на проварку ее, где потребуется, наконец, на обрубку лишнего
металла в лапу или на приварку к ней недостающего в виде планок,
требуется до 14 варов и затем, хотя рог и лапа получили надлежащие
формы и размеры, но в этом состоянии рог не может еще идти в
сноску с веретеном, он имеет довольно грубую наружность и ласка
(клинообразная оттянутая толстая оконечность рога) его не пригнана
по замку веретена.
Таким образом, нужно дать лапе с боровком еще до 20 нагревов,
чтобы их прогладить; причем зачастую на лапе оказываются или
пузыри или глубокие плены, и те и другие вырубаются и заполняются
планками, и для такой работы опять необходимы вары. После лапы
отделывается носок рога. При этом дается три вара, когда носок
в меру и хорошо проварен, и больше варов - если он требует заварки
планками или значительной обрубки лишнего металла. Пригонка
ласки рога против шипа веретена делается на сварочных печах,
у парового молота перед сноскою якоря. Когда веретено и оба
рога готовы, приступают к сноске.
Сноска веретена с рогами совершается в один прием. Для этого
оконечности обоих рогов и веретена, долженствующие соединиться
в одно целое и составить собою ворот якоря, закладываются в
три сварочные печи. Когда все три части нагрелись до надлежащего
вара, их выносят из печей на кранах под паровой молот и кладут
на наковальню сперва ласку одного рога, а на него шип веретена
и потом ласку другого рога, стараясь при этом, сколько можно
точнее привести все три части во взаимное положение, соответствующее
форме якоря, причем верхний рог наносится короче дюйма на два
в том внимании, что молот, ударяя непосредственно по нему, удлиняет
его более, чем нижний рог. После этого пускают молот на самый
высокий подъем и спешат чаще наносить удары для того, чтобы,
как выражаются кузнецы, забить вар. Когда мастер увидит, что
верхний рог хорошо сварился со шипом веретена, останавливают
бой молота и, приподняв якорь, подкладывают под ласку нижнего
рога железную прокладку и опять пускают молот, который ударами
нажимает оконечность нижнего рога о прокладку и тем содействует
надлежащей сварке.
После этого приступают к обрубке лишнего металла в вороте и
в то же время стараются привести рога с веретеном в нормальное
положение, которое во время ковки могло нарушиться, и затем
якорь отвозится на горн для окончательной отделки. Сноска якоря
в 270 пудов продолжается более четверти часа. Согласитесь, нужно
уметь исполнить добросовестно такую важную и громоздкую работу.
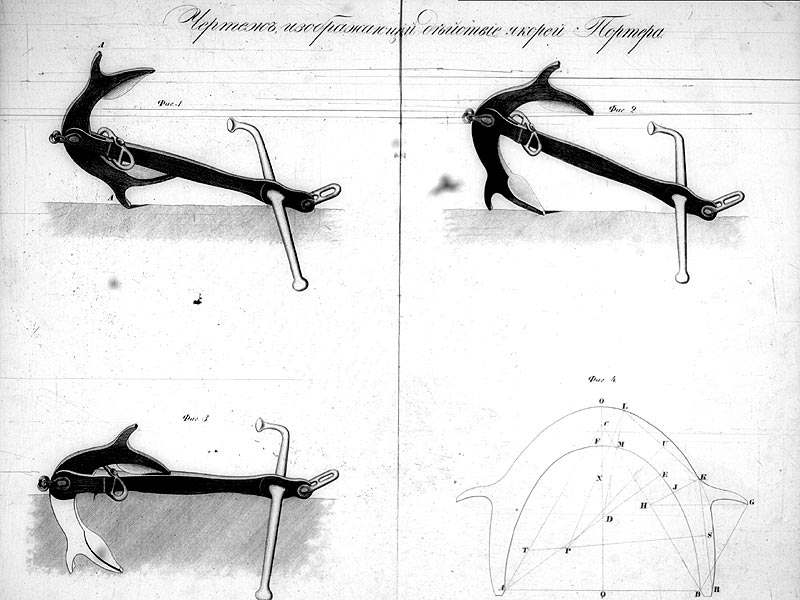
Поступивший в горн якорь находится в незавидном состоянии: место,
где следовало соединение рогов с веретеном (ворот), представляет
глубокие щели, впадины или ненужные возвышения металла; рога
находятся не в одной плоскости с веретеном, и наружный обвод
их не составляет той части окружности, какая должна образоваться
при радиусе, равном 0,37 длины веретена. Кроме этих неизбежных
недостатков, зачастую оказывается, что как веретено, так и рога
в прилежащих к вороту местах сделались значительно тоньше вследствие
данных им перед сноскою якоря сильных варов - одним словом,
они обгорели. Чтобы при таком, можно сказать, жалком состоянии
поступившего на горн будущего символа надежды придать ему и
крепость и приличный вид, потребно много времени, труда и издержек;
и в силу необходимости начинаются томительные работы.
Вначале выправляют рога и веретено, прогибают их, оттягивают,
скручивают, закручивают и когда, наконец, эти части по их ширине
совместятся между собой в одной плоскости сечения и лишний обвод
рогов, хотя только отчасти, будет введен в орбиту нормальной
кривой, то, довольствуясь и этим, приступают к накладыванию
планок, чем и достигается цель придать якорю благообразие. Для
270-пудового якоря Паркера планки употребляются различной величины
(от 4 фунтов до 4 пудов), смотря по тому, где они кладутся.
Так, тяжелые планки преимущественно кладут в вороте и на прилежащих
к нему местах, когда эти места или обгорели или тонко откованы;
планки меньшей величины размещаются в мышках, на лбу, на рогах
и на веретене, соответственно величине недостающего металла,
который следует восполнить. Вообще весьма неудобно накладывать
планки ко лбу, в мочках, одним словом в тех местах, где кузнецам
приходится забивать вары сбоку, отчего часто там, где было достаточно
положить одну планку в 3-4 пуда, накладывают три-четыре планки
меньшей величины и, разумеется, для каждой из них на одном и
том же месте дают последовательно вары якорю. Таким образом,
не должно казаться преувеличением, если для 270-пудового якоря
Паркера употребляют железа на планки, до 80 пудов и до 20 суток
времени в продолжение которого якорю в различных его частях
и преимущественно около ворота и на рогах дается не менее ста
двадцати сильных варов, не говоря уже о слабых. Скучно и досадно
следить за этим бесконечным латанием. В самом деле, как приличнее
назвать такую неблагодарную работу?
Как бы тщательно ни накладывались планки, но все-таки после
их нужно кое-где снять излишний металл; для этого также требуется
не менее тридцати варов, причем кстати совершается и наклепывание.
При наклепывании якорь нагревают докрасна, а молотки смачивают
водой. Вода, испаряясь, отшибает, как выражаются якорные мастера,
приваренные планки, вследствие чего и образуются плены; последние
вырубают и вновь те места заваривают планками. Само собой, плены,
образуются в таких местах, где кромки планок не сварились с
якорем; через такие щели может проникнуть вода и там преобразиться
в пар, и силою последнего тонкие части планок будут приподняты.
При наклепывании число варов простирается до 20.
Наклепыванием оканчиваются продолжительные мучения якоря. Но
лоск для якоря необходим при вступлении в свет. В самом деле,
по окончании наклепывания якорь в приличном виде вывозится из
мрачной фабрики на двор к месту пробы; здесь же пригоняются
к нему скоба и болт. Окончательная отделка скобы требует до
четырех варов, и затем она весит 22 пуда. Болт по отделке весит
3 пуда 30 фунтов; на отделку его нужно два вара. Кажется, по
фабрикации воткинских якорей сказано все, что нужно.
ИСПЫТАНИЕ ЯКОРЕЙ
При Петре якоря подвергались суровому испытанию на прочность.
Новый якорь сначала поднимали на высоту веретена и бросали пяткой
на чугунный брус, потом, подняв якорь на ту же высоту, опять
бросали вниз рымом и, наконец, боком, серединой веретена на
ствол пушки. Если якорь выдерживал эти три бросания, на нем
выбивали особое клеймо. Такая проба якорей бросанием стала в
России традиционной и сохранялась почти до конца прошлого века.
Вот как она проводилась в тридцатых годах прошлого века на Уральских
заводах: Якори задеть оного за кольцо, что имеетца у цевья,
канатом и продеть тот канат в блок, что учинен для вышеописанного
железа, и подняв кверху до самого блока, спущать, не одерживая,
на чугунный брус или доску раза три. И буде от того устоит,
то насечь на нем мастеру, где делан, и число настоящего года
и свое мастерское и управительственное, кто при одной пробе
случитца, имяна и вес и литеру Р, которая значит, что пробован,
и по насечке отдавать в казну з запискою. А которые пробы не
устоят, но изломаютца или разседины покажутца, таковых не принимать,
но велеть исправлять в надлежащество, и по исправлении паки
пробовать против вышеописанного и по пробе отдавать в казну.
А за то время, что при исправлении пробудут, за работу ничего
не давать, ибо они повинны оное исправно зделать с одного разу.
|